須山スプリング製作所トップページ
専門用語解説 用語/簡単解説
バネ用語のピッチは線間の中心間隔の事で過大にしない設計が重要でコイル平均径の1/2以下にする
測定箇所
バネのピッチとは、巻部の線間の中心から中心の間隔で、隙間だけでなくそれに材料径1本分プラスした値で、
実際に測定するには隙間をノギスで計ってそれに材料径1本分をプラス、設計記号はp。中心から中心でなく隙間とまちがわれている方がいるかもしれません、例えば、d=1.2mmの押しバネがあって隙間を計測して10mmであると、1.2+10=11.2mmがピッチです。従って、これは巻部の開いた形状でその代表の圧縮ばね、押しバネに用いる用語で、コイルが密着で巻かれてる形状は材料の太さと同じになってしまいます従ってこの言葉は通常使いません、トーションバネも密着巻きが多いと思いますが開いた巻き方で製造の場合も有り。製作の際に他の寸法の指定があればこの値は決定してしまうまたは設計者が確認するところであえて指定する所でありませんが稀に指定の時は他の寸法に参考となる箇所が必要。材料の細いものや間隔が非常に狭く実測定の際に隙間を計るのが困難である時や設計の確認用に計算で求めることも可能です。
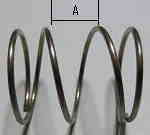
写真のA部分隙間を測って線1本分加えた値がピッチ、もし線間の外寸が測りやすければそれでもOK、但しその際は線1本分マイナスの値。密着ばねや引きバネは巻部が密着のためp=d(d=バネの線径)になってしまい当然この用語は使いません。
計算式
1研削処理あり 2無し
1 p={自由高さ−d× 座巻数}/Na
2 p={自由高さ−d× (座巻数+1)}/Na
d=線径 Na=有効巻数 Nt=総巻き数 座巻き数=Nt−Na
研削処理とは、コイル両端末を研磨して平たくして傾きを小さくする処理。
研削ありとなしで全く同寸法のバネは処理した方がピッチはごく微量広くなる。
一般的に座巻き数は2のものが多い、押しバネの最もよく見かけるのがこのタイプ
計算式で簡単に算出できるが重要な事は、適切な範囲内の値かどうかでコイル平均径の1/2以下、角度は8度以下が望ましい値です、間隔の広すぎるものを使用すると全長の減少をおこしてしまう場合があって、これはしばらく使用して減少をおこすこともあり、極端な場合は1回の使用で減少してしまうこともあります。材料費節約のためや強いバネがほしいと極端に少ない巻数を指定してくる事があり、圧縮量が少ない場合はそれでも使用可能になるかもしれませんが、間隔が広すぎると機能しなくなったりいっぺんに弱くなり使用不可になる可能性も大です。適切(コイル平均の半分以下)な値にするのが耐久性、安定作動の維持の事もふまえて良い設計です。
適切かどうかのチェック
実際の計測でも算出でも、重要なのは適切な範囲内かどうかであると述べましたが、ここで例として確認をしてみましょう。
d=0.8 D=10 Na=4(Nt=6) L=28 研削処理有り 計算式よりpは6.6mm、適切なpの最大はD/2=5mmなので(6.6-5=)1.6mmずつ広いことになりバネのpは広すぎという評価になってしまうがほかの寸法は全く同じでL=20ならばp=4.6になり過大の評価はなくなります。どうしても以外、過大にならないような設計にしましょう。密着高さや他の厳しい条件も多々あると難しいかもしれませんが、dを0.1や0.05mmでもUPして同じ強さになるように巻数を増やして広すぎの評価にならないのならばその方が良い設計です。
その他参考
一般には、ばねに関する以外にも以下のような意味を表す場合にも使われます、参考として掲載。
- 投げること。投げ手、 投手など
- 長距離走で歩幅を狭くして脚の回転を速くする走法
- 同じ機構がいくつも並ぶ際における個々の間隔
- 企業(金融機関・事業会社)で顧客企業への売り込みに使われるプレゼンテーション資料
- ねじ山とねじ山、または歯車の歯と歯のあいだの寸法
- サッカーなどのスポーツでプレーの行なわれる範囲。競技場、広場、グラウンドの施設
具体例をあげての算出方法は 問題と解答をご覧下さい。
他のスプリング専門用語
定数 コイル平均径と指数 たわみ
自由長、密着高 巻数 方向 特性 荷重 製造方法
熱処理/テンパー処理 初張力
座屈現象 材料 測定器具
許容差JIS
サイトマップ
Copyright(C) 2019 須山スプリング製作所. All rights reserved